Contáctenos
- Productos
- Servicio de ayuda
- Solución
- Sobre nosotros
- Noticias
- Contáctenos
Vistas:87 Autor:Transducertecniques. Hora de publicación: 2017-09-14 Origen:transducertechniques.










Diseño
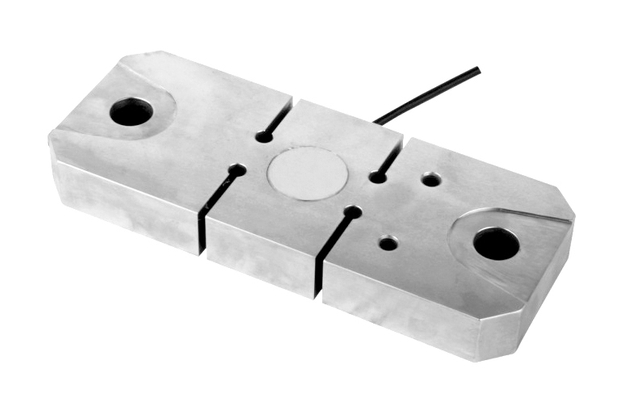
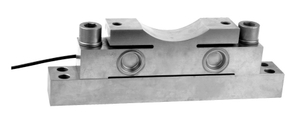
Dependiendo de la aplicación, se decide el tipo (haz de flexión, columna, haz de corte, etc.). El rango de carga y la salida son factores importantes a considerar al tiempo que decide el material que se utilizará. Mientras que el aluminio se usa para rangos de carga más bajos, se prefiere el acero para cargas más altas. Para aplicaciones de escala de peso, se utilizan celdas de carga de haz de flexión. TENSILLA CARA CELELAS se utilizan en máquinas de embalaje automáticas para medir las fuerzas de tracción. Las celdas de carga de columna de alta capacidad o de carga de cizallamiento se utilizan para pasar puentes/escamas de camiones.
Un software de diseño de celda de carga reduce el trabajo en gran medida. La mayoría del software proporciona dimensiones para la parte más crítica de la celda de carga. Para las celdas de carga de la carga de corte, el grosor web es más crítico. Para las celdas de carga de columna, el ancho y el ancho de la columna es importante. Y para las células de carga de haz binocular, el grosor de la parte más delgada del perfil y la distancia entre los agujeros es importante.
Adquisición de materiales
La adquisición de materiales implica la compra de metal (acero o aluminio), medidores de tensión (clase de transductor), adhesivo de unión, terminales, PCB, cables, fuelles, sujetadores y placas de nombre.
Los medidores de tensión se seleccionan en función de la aplicación; lineal o cortante. Los medidores de tensión están disponibles en varios tamaños, como 3 mm, 6 mm, etc. Los medidores de tensión se pueden adquirir de cualquiera de los fabricantes de reputados como HBM, micro-mediciones (mm), shinkoh, blh, etc. accesorios adhesivos y coincidentes como terminales como terminales como terminales , también se adquiren cables para cableado interno, glándulas de cable, etc. El cable de múltiples núcleos recubierto de teflón (4 núcleo o 6 núcleos) con código de color derecho (rojo, negro, blanco, verde, amarillo y azul) se adquiere del proveedor derecho. El cable debe probarse para su continuidad y también la calidad de los hilos dentro de los núcleos, los hilos deben ser recubiertos de plata y flexibles.
La aleación con sección transversal derecha (circular o cuadrada o rectangular) se selecciona para que el desperdicio de material sea al menos. La mayoría de los fabricantes prefieren usar secciones circulares de EN24 para celdas de carga de acero. El siguiente paso es probar la composición química del metal y las grietas internas (pruebas de sonido ultra) de un proveedor de servicios de prueba de renombre. Las aleaciones que no confirman a los estándares de la industria son rechazadas. También el material con grietas internas no se puede usar para la fabricación de celdas de carga.
Mecanizado y tratamiento térmico
El mecanizado de materia prima para la forma requerida se realiza con mucho cuidado. Las máquinas de uso común son la máquina de conformación, la frescura, el torno, la máquina de perforación de columnas y la máquina de molienda de superficie. Las máquinas deben estar en buenas condiciones de trabajo y capaces de producir dimensiones precisas. El refrigerante derecho se usa en todas las etapas para evitar el calentamiento excesivo durante el proceso. Las dimensiones se verifican en cada etapa utilizando instrumentos de medición de precisión como medidor de altura, vernier digital, medidor de profundidad, micrómetro, etc. con una precisión de 1 micras. El material en proceso (acero) está engrasado para evitar la oxidación. La molienda superficial es la última etapa del mecanizado, se realiza después del proceso de endurecimiento.
Solo los elementos de acero experimentan el proceso de endurecimiento en una planta de tratamiento térmico. Los elementos se calientan lentamente a alta temperatura y se enfrían rápidamente en un baño de aceite seguido de un mayor enfriamiento en un baño de agua. El arnés se prueba en un probador de dureza de Rockwell. El valor de dureza debe estar entre HRC 40 a 45. Si el valor es menor que 45, entonces los elementos deben endurecerse nuevamente o si el valor es superior a 45, los elementos se suavizarán. Algunos lotes de acero no se endurecen al valor requerido, los elementos deben ser rechazados en tales casos.
La molienda de la superficie logra dos objetivos; dimensiones precisas y acabado de superficie lisa. El material eliminado en el proceso suele ser pocos micras. Los elementos se someten a una última ronda de desgaste y listos para la próxima etapa.
Electro Excripción
El plato de zinc fue el usado comúnmente durante años anteriores. Sin embargo, en las últimas 2 décadas, el níquel Electrolado es el recubrimiento protector preferido, ya que ofrece una buena protección y también hace que los elementos estén estéticamente buenos. Los elementos experimentan un proceso llamado pulido para mejorar el acabado superficial. Luego se limpia y enjuague en productos químicos para eliminar la grasa y otras materias. Los elementos se mantienen sumergidos en un baño químico durante un período de tiempo específico durante el cual el níquel se adhiere a los elementos. El último paso es el pulido que se realiza para mejorar la estética.
Calibre de tensión de enlace y cableado interno
Esta es una etapa crucial de fabricación de celdas de carga. En el elemento, la superficie donde se debe fijar el medidor de deformación se prepara puliendo con agua en movimiento circular. Usando un calibre de altura y una placa de superficie, se dibujan los pasos para marcar la posición precisa del calibre de deformación en lados opuestos del elemento. La superficie de calibre de deformación se limpia a fondo utilizando agentes químicos como el tricloroetileno (TCE) y la acetona. Los productos químicos alternativos se utilizan en lugar de TCE ya que está prohibido en muchos países.
Una vez que el elemento está libre de grasa y otras impurezas, el adhesivo se aplica en la mira (que coincide con el área aproximada ocupada por el medidor de tensión). El adhesivo también se aplica al lado inferior de los medidores de tensión y los terminales de soldadura y se deja para establecerse durante unos minutos. Es importante aplicar la cantidad justa.
Bajo un microscopio, el medidor de deformación se coloca alineando las marcas con la mira y luego se pegará para mantenerlo en posición. La cinta adhesiva utilizada es de calidad especial capaz de resistir temperaturas en el rango de 250 grados centígrados durante aproximadamente 2 horas. Con los medidores de tensión en lugares, se fijan almohadillas de presión y abrazaderas. Esto se hace para detener el movimiento y también mantener un grosor uniforme del adhesivo entre el calibre y el elemento de deformación. Con las abrazaderas en posición, los elementos se colocan en un horno eléctrico (con un soplador de aire) y se calientan a aproximadamente 180 grados durante aproximadamente una hora. El proceso generalmente se conoce como curado. La temperatura y la duración del tratamiento térmico dependen del adhesivo utilizado. Los elementos requieren aproximadamente 12 horas para enfriarse a la temperatura ambiente y deben ocurrir naturalmente. Después de curarse, se eliminan las abrazaderas y las cintas adhesivas. Los elementos se someten a otra ronda de tratamiento térmico llamado post-curado. Esto se hizo para desestres a los medidores y adhesivos de Starin.
El siguiente paso es soldar terminales de calibre de tensión a las pestañas de soldadura y fijar los cables para crear un circuito para que los medidores de tensión estén en la configuración del puente de Wheatstone. Las estaciones de soldadura de alta gama (controladas con temperatura) con puntas de soldadura especiales se utilizan para este trabajo. El cableado interno termina en una pequeña PCB a la que se une el cable de múltiples núcleos. En esta etapa, tenemos una celda de carga de trabajo. Se realiza una prueba básica; Se aplica 10V DC (o 12V DC) se mide utilizando un multímetro con menor recuento de 0.1V y no se observan salida sin carga o cero. La carga se aplica en la dirección correcta para verificar si la salida es positiva. Idealmente, la falta de carga se ajusta a -0.25 MV.
Compensación de temperatura
Se requiere que las células de carga se comporten de manera consistente a través de un rango de temperatura especificado ~ 0 a 60 grados centígrados. Para lograr eso, las células de carga se estudian a 0 ° C y 60 ° C durante 6 a 12 horas. Según las diferencias en la salida, se introduce una longitud de cable hecha de una aleación especial en el circuito para contrarrestar el efecto de la temperatura. Se ejecuta una segunda ronda de prueba de temperatura para garantizar que el comportamiento de la celda de carga sea constante a lo largo del rango, es decir, entre 0 ° C y 60 ° C. Con los desarrollos recientes en la tecnología de calibre de tensión, los medidores de tensión autocompensatorios han eliminado una etapa de fabricación de células de carga. Sin embargo, las empresas en serio sobre la calidad verifiquen el comportamiento de la celda de carga a diferentes temperaturas.
Prueba de carga y calibración
En esta etapa, las celdas de carga experimentan una serie de pruebas: salida de escala completa, repetibilidad, linealidad, fluencia, histéresis y muchos más. La salida de la celda de carga se ajusta a 20 mV (o 10 mV, 30mV dependiendo de la especificación) a la carga nominal. Las celdas de carga también se someten a pruebas de sobrecarga para garantizar que resisten el 150% de la carga nominal.
Prueba de repetibilidad: la celda de carga se somete a escala completa (y también carga parcial) número de prueba y salida anotada en cada caso de carga. La salida debe estar dentro del nivel de precisión reclamado.
Prueba de linealidad: la celda de carga se somete a carga y salida incrementales y disminuidas en cada caso. El gráfico de carga versus de salida debe ser una línea recta.
Prueba de fluencia: la celda de carga se carga a escala completa durante un período prolongado, digamos una hora y se observa la salida de salida. Idealmente, la salida no debería aumentar ni disminuir.
Sellado hermético
Esta es la etapa final donde la celda de carga se hace a prueba de polvo, a prueba de humedad y a prueba de agua. Algunas celdas de carga de gama baja no están selladas herméticamente por razones de costos. Las celdas de carga más grandes (capacidades más altas) están recubiertas con pintura expoxosa para proporcionar protección adicional. La celda de carga se prueba nuevamente para garantizar que la cubierta externa o el bellow no hayan afectado el comportamiento de la carga.
Cada celda de carga se suministra con una hoja de datos que tiene un número de serie de celda de carga, fecha de fabricación, código de color del cable, dimensiones externas y parámetros eléctricos como voltaje de excitación, impedancia de entrada y salida, salida sin carga, capacidad nominal, salida a escala completa , sensibilidad, etc.